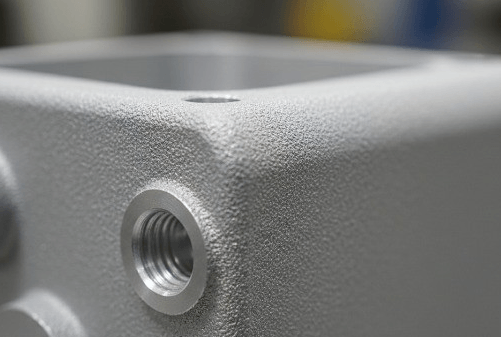
Our anodizing services enhance aluminum prototypes with superior corrosion resistance, durability, and consistent high-quality surface finishes.

We enhance automotive prototypes through anodizing, forming controlled oxide layers that improve corrosion resistance, hardness, and durability for demanding testing environments.
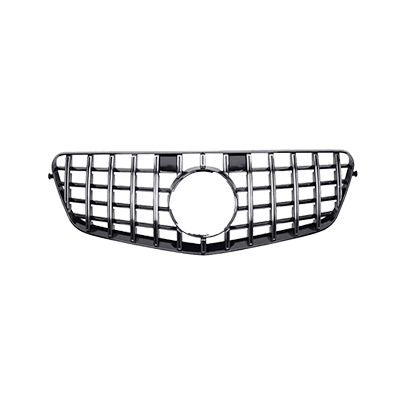
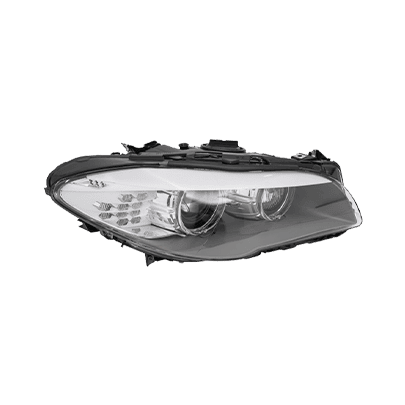
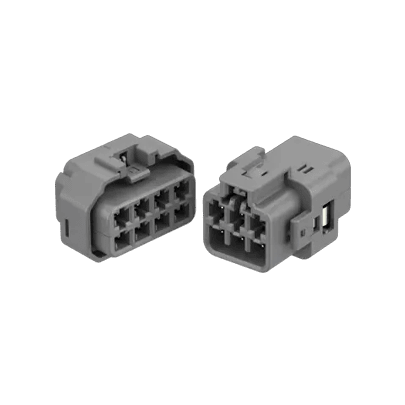
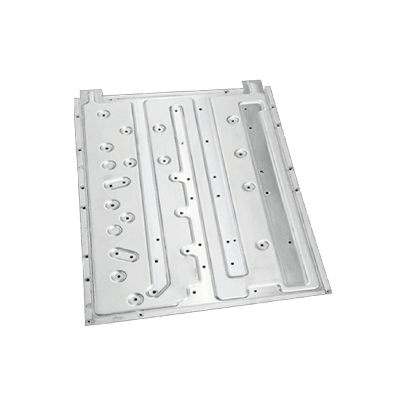
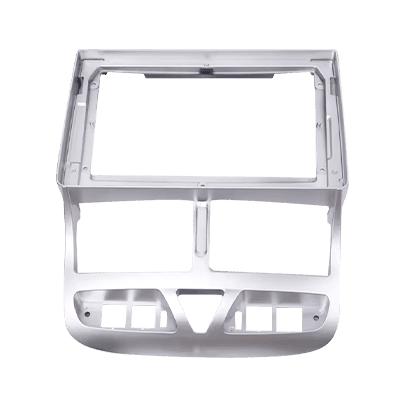
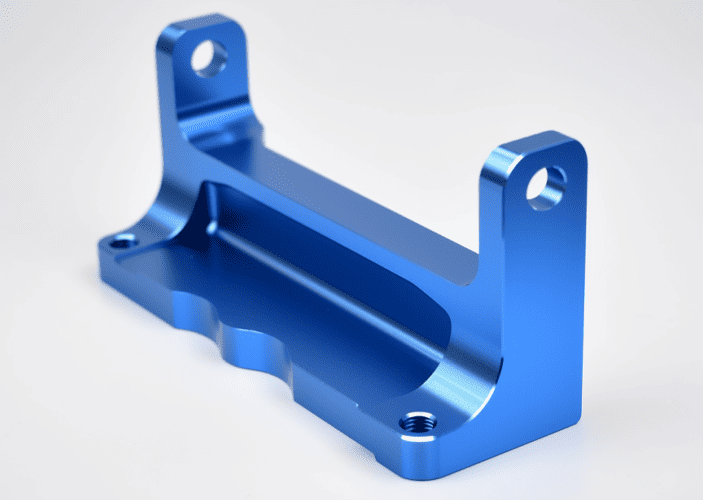
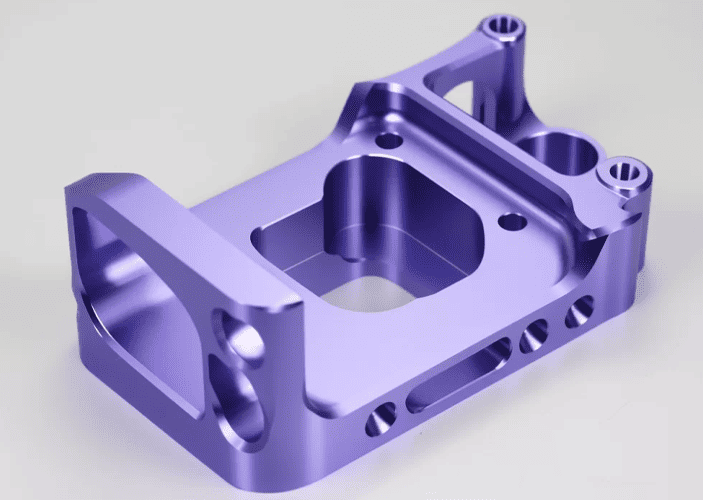
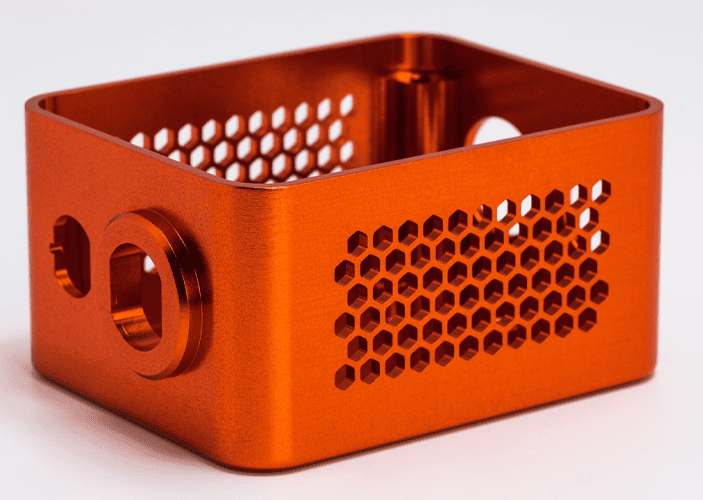
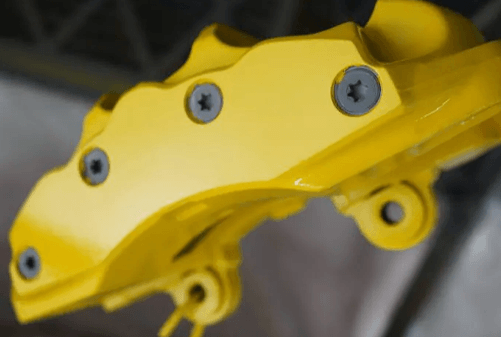
We apply this process across ECU housings, battery enclosures, motor housings, suspension brackets, heat sink plates, sensor casings, dashboard trim bezels, and structural mounting brackets, while also supporting small-batch production runs to ensure consistent quality from prototype validation through limited production needs for EV and performance applications.



Pros
Anodizing offers excellent process scalability, supports detailed part geometries, and allows flexible cosmetic finishing options, making it practical for iterative automotive prototype development and early-stage design verification across multiple component types.
Cons
The process requires consistent surface preparation quality, can involve longer overall processing cycles, and may show variation in appearance between alloy grades, requiring careful process tuning for uniform prototype evaluation results.
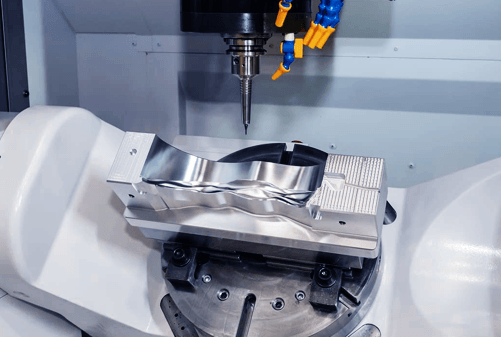
Our anodizing process for automotive prototypes uses tightly controlled electrical, chemical, and mechanical conditions to ensure stable oxide formation and consistent surface performance across aluminum components.
We control surface preparation, masking, racking orientation, and bath monitoring to maintain consistent coating formation across complex aluminum parts and assemblies.
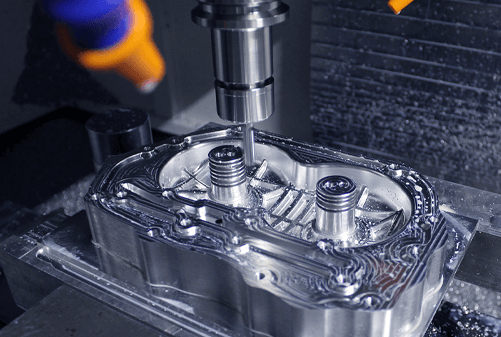
Process parameters include electrolyte composition, temperature stability, current density control, agitation flow, and timing cycles, combined with inspection checkpoints and sealing steps to ensure repeatable results for automotive prototype validation.
Voltage Control (12–18V):
Stable DC voltage range ensures controlled oxide formation across complex aluminum prototype geometries without surface instability or localized burning during processing.
Electrolyte Conditions (18–22°C):
Maintained bath temperature supports consistent reaction kinetics, preventing coating defects while ensuring repeatable surface formation across different automotive prototype batches.
Current Density (1–2.5 A/dm²):
Regulated electrical load distribution enables uniform layer growth, supporting dimensional consistency and predictable surface behavior for functional automotive testing components.




Fill out the form below and our team will get back to you promptly with a personalized quote tailored to your needs.