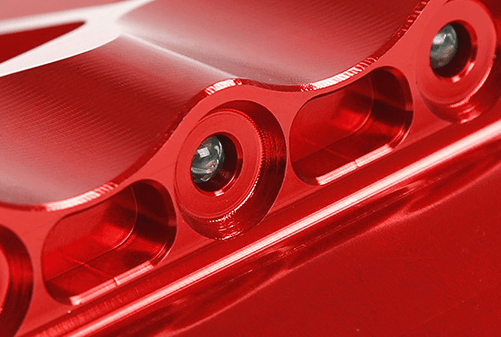
Our powder coating services for automotive prototyping deliver durable, uniform coatings with strong adhesion and consistent film build for functional and visual validation.

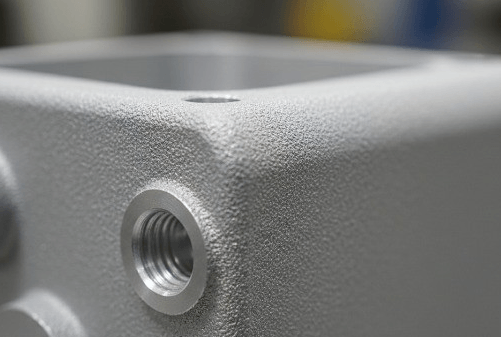
Using electrostatic powder application and controlled curing, we create uniform protective coatings with consistent thickness and high surface durability.
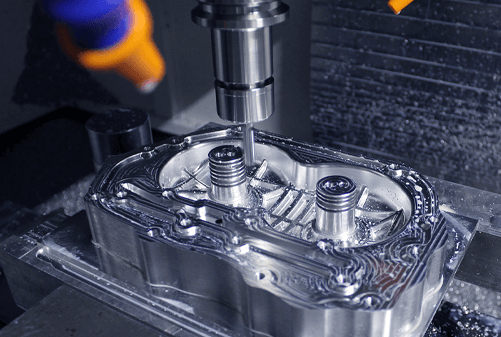
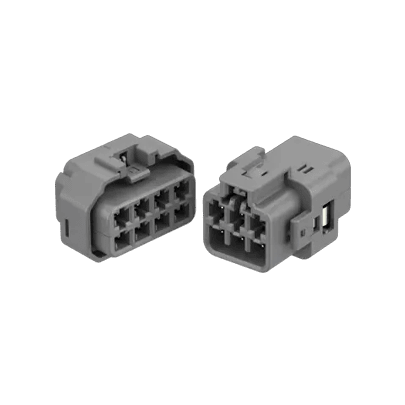
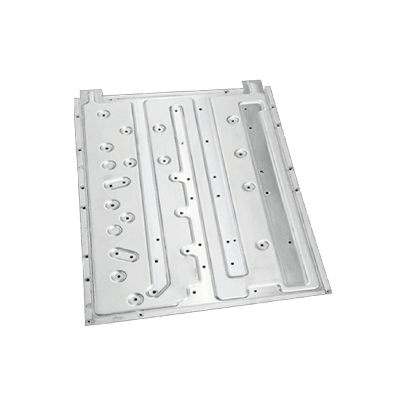
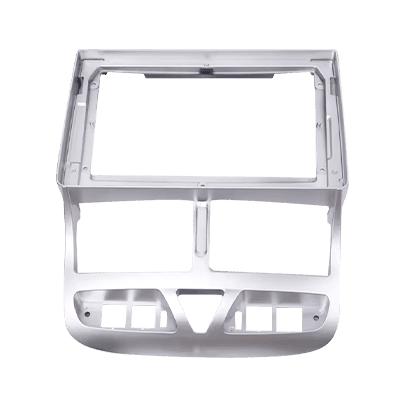
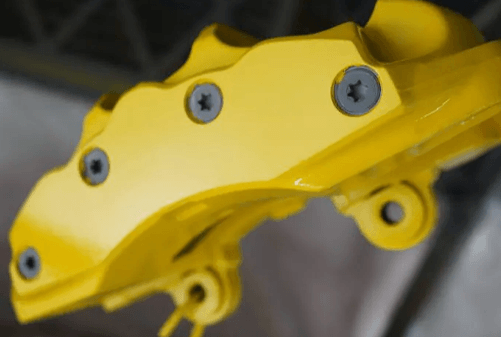
We coat EV battery enclosure covers, chassis subframe sections, seat frame structures, radiator supports, suspension arms, inverter housings, and underbody protection panels, while supporting small batch production for corrosion testing, thermal exposure validation, and pre-production evaluation programs.




Pros
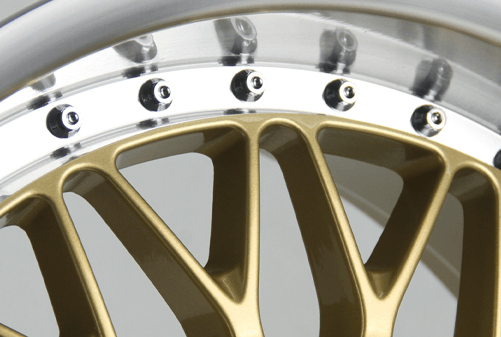
Powder coating offers excellent coverage efficiency, strong edge protection, and environmentally friendly processing without solvents, making it suitable for automotive prototypes requiring robust surface protection and repeatable coating performance across multiple parts.
Cons
However, the process requires curing ovens that may limit very large assemblies, can produce thicker coatings that affect tight-fit areas, and may require masking for threads or precision interfaces during prototype preparation.

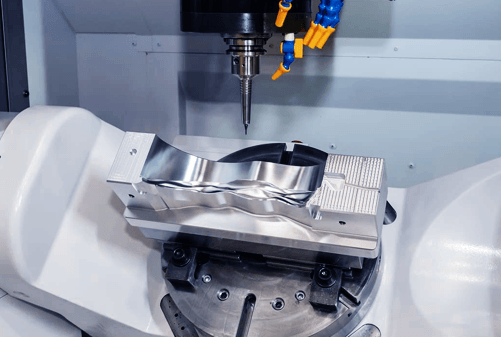
Our powder coating process for automotive prototypes uses controlled electrostatic and thermal curing conditions to ensure consistent film formation and coating performance.
We regulate powder particle size, spray voltage, grounding efficiency, and application distance to achieve stable deposition across complex automotive prototype geometries.
Process control includes curing temperature profiles, dwell time, airflow circulation, masking techniques, and inspection checkpoints to ensure consistent coating integrity and repeatable results for automotive validation and testing.

Coating Thickness (60–120 µm)
Defines protective layer performance, balancing durability with dimensional impact for automotive prototype assemblies and functional interfaces.
Curing Temperature (180–200°C)
Controlled thermal cycle ensures proper powder cross-linking, delivering the mechanical strength and chemical resistance required for automotive testing environments.
Electrostatic Voltage (60–100 kV)
Regulated voltage range enables efficient powder attraction and uniform coverage across complex automotive prototype surfaces without uneven buildup.




Fill out the form below and our team will get back to you promptly with a personalized quote tailored to your needs.