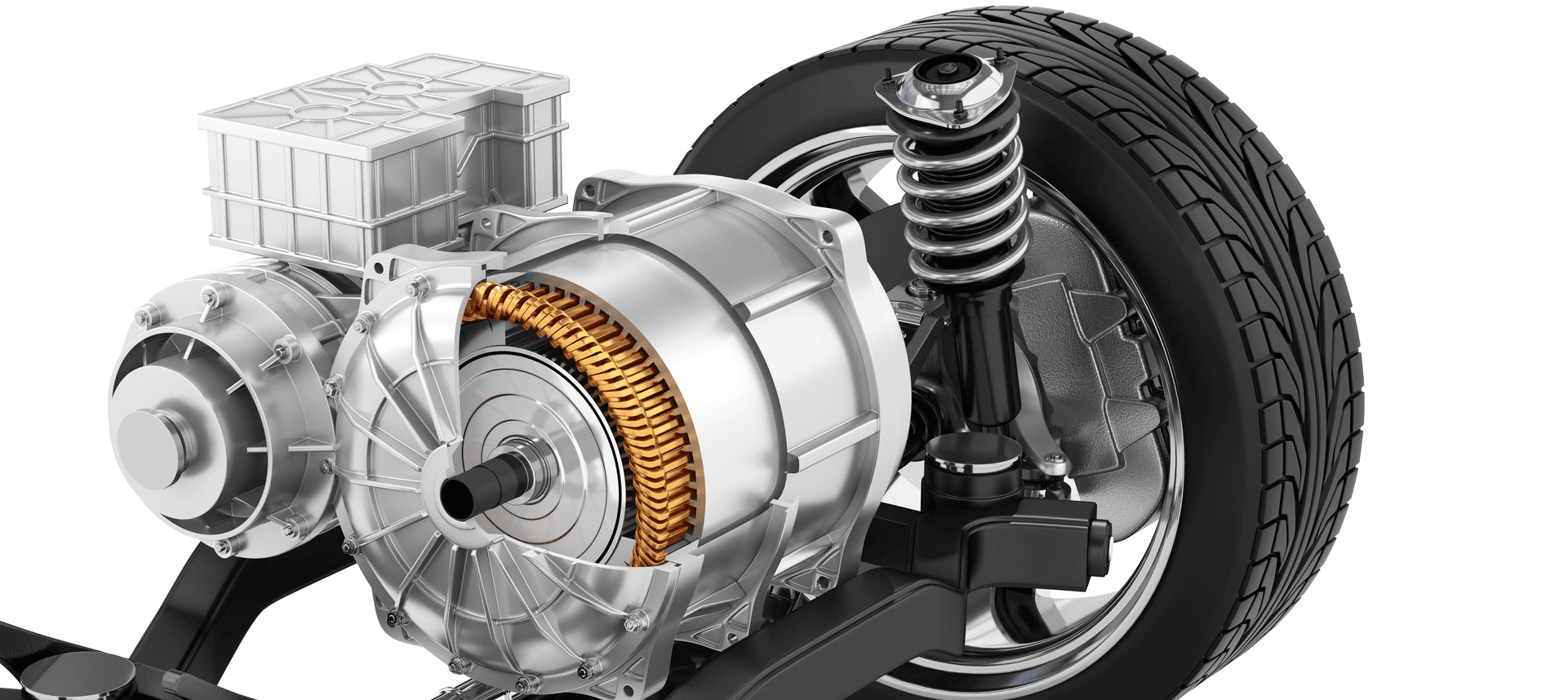
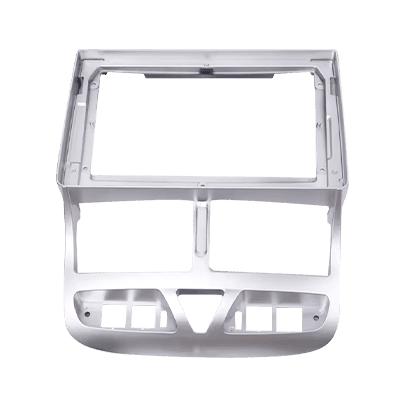
High-precision gearbox housing prototypes with rigid structural accuracy, bearing alignment control, and fast turnaround for drivetrain testing and validation.
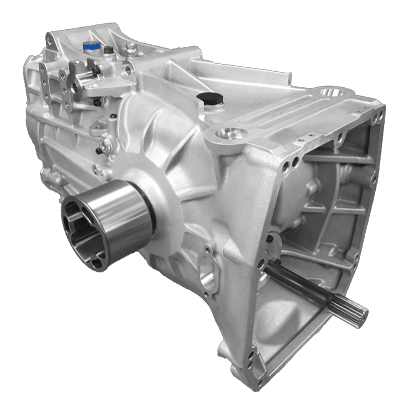
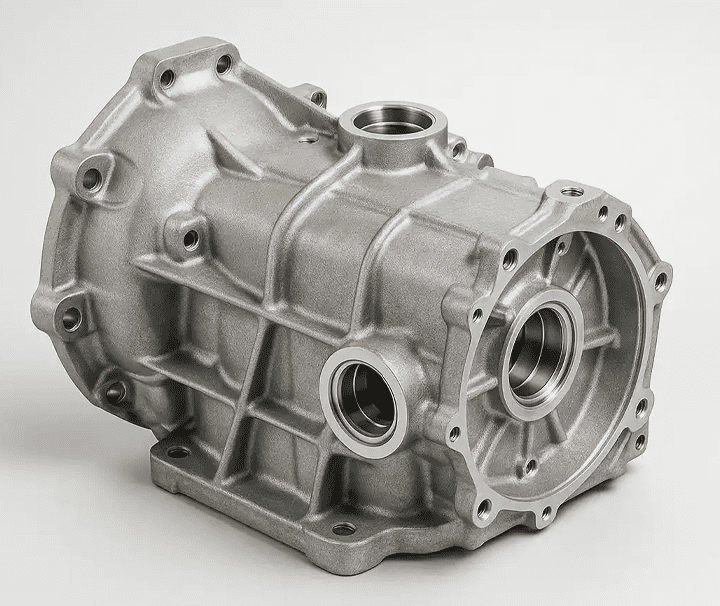
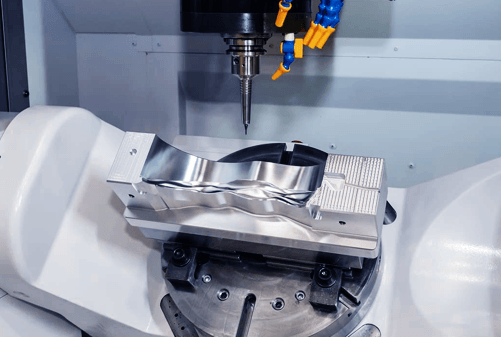
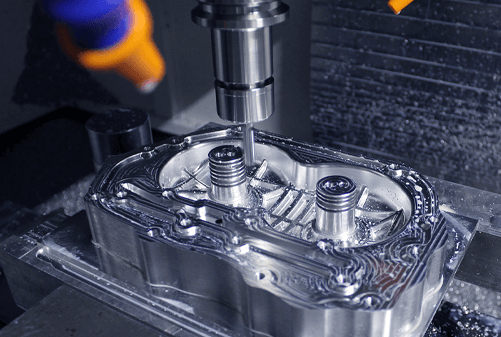
We manufacture gearbox housing prototypes with accurate bearing bores, shaft alignment, and rigid structural features using multi-axis CNC machining and controlled tolerances for drivetrain integration.
Our capabilities cover prototype and small-batch production, supporting various alloys, quick design revisions, and inspection reporting to meet gearbox assembly validation and performance testing requirements.
Critical specifications for gearbox housing prototypes, ensuring alignment accuracy, structural strength, and assembly reliability.
| Manufacturing Parameter | Technical Specification |
|---|---|
| Max Part Size | 1200 × 800 × 600 mm |
| Machining Capability | 3-axis & 5-axis CNC machining |
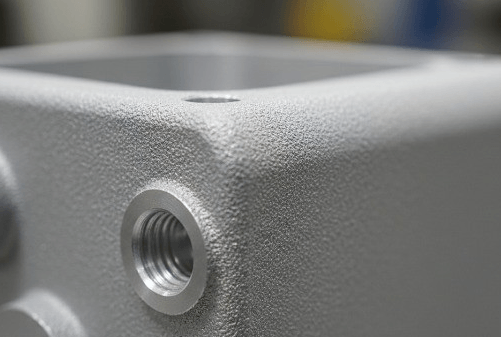
| Dimensional Tolerance | ±0.05 mm (bearing and interface features) |
| Surface Finish | Ra 1.6 – 3.2 µm |
| Material Options | Aluminum alloys, cast iron, magnesium |
| Inspection Method | CMM inspection with alignment verification |
| Lead Time | 5–12 days prototype, 12–25 days small batch |























Maintains precise bore positioning for smooth drivetrain operation.

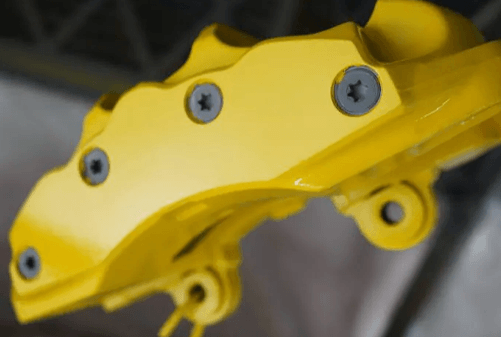
Designed to handle torque loads without deformation or instability.

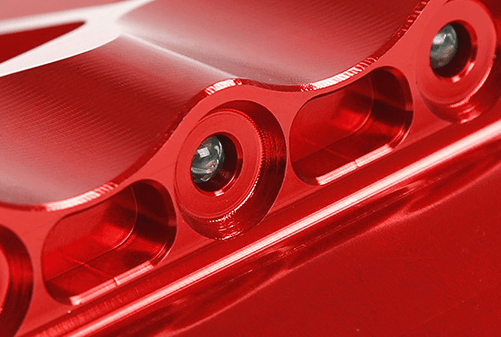
Ensures seamless integration with gears, shafts, and sealing systems.


Fill out the form below and our team will get back to you promptly with a personalized quote tailored to your needs.