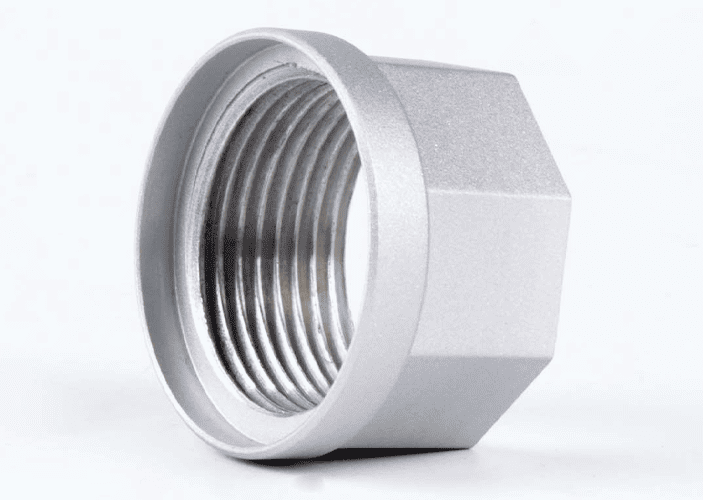
Our bead blasting services for automotive prototyping create uniform matte textures, removing machining marks and preparing surfaces for functional and visual evaluation.
Using controlled media impact, we create consistent matte finishes while removing machining marks and surface irregularities for reliable evaluation.
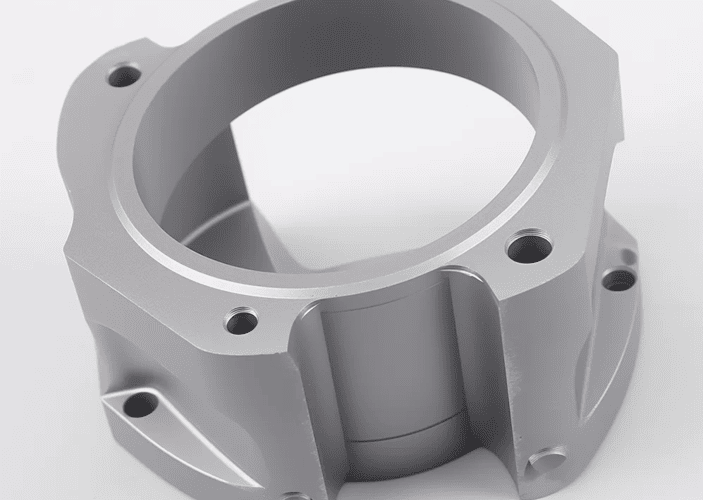
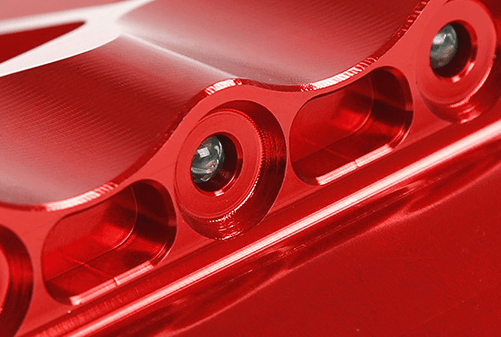
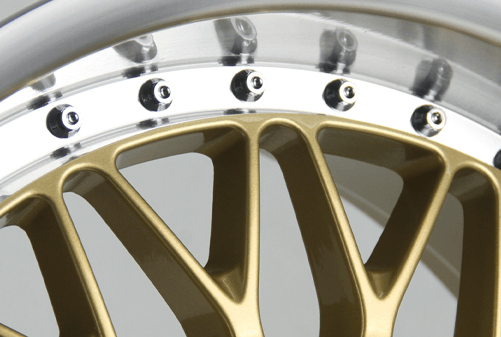
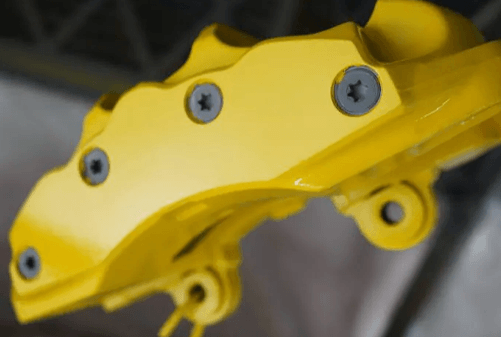
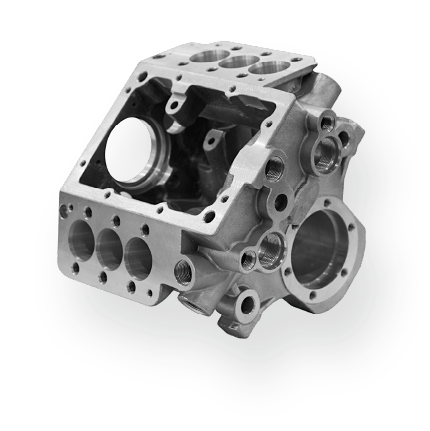
We process intake manifold exteriors, brake caliper bodies, gear housing shells, steering column covers, wheel hub prototypes, and dashboard structural frames, while supporting small batch production for durability testing, coating preparation, and functional validation programs.



Pros
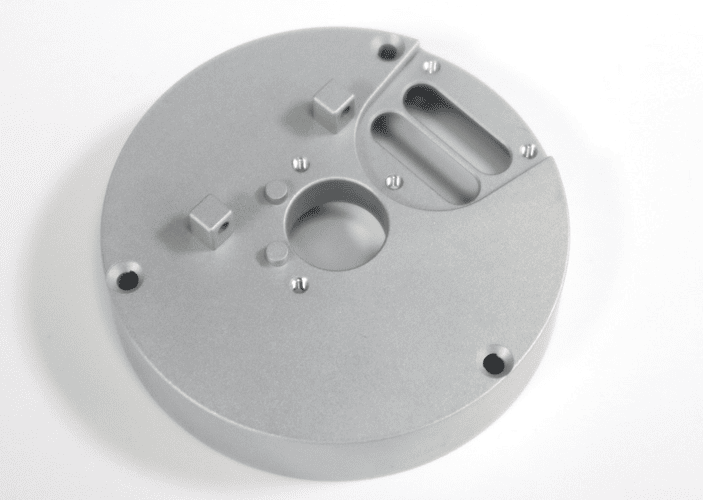
Bead blasting provides consistent surface texture, improves coating adhesion, and enhances part uniformity, making it suitable for automotive prototypes requiring surface conditioning before finishing or functional testing across various metal components.
Cons
However, the process may embed fine media particles if not properly cleaned, can slightly increase surface roughness beyond design intent, and may reduce sharp edge definition on precision features if exposure is not carefully controlled.
Our bead blasting process for automotive prototypes uses controlled mechanical impact conditions to ensure consistent surface treatment across different metal and alloy components.
We manage blasting angle, nozzle distance, air pressure, and media flow rate to achieve repeatable surface finishes on both simple and complex automotive prototype geometries.
Process control includes media type selection, cabinet environment stability, part fixturing, cleaning procedures, and inspection checkpoints to ensure uniform surface texture and readiness for downstream automotive finishing or validation processes.
Air Pressure (60–100 PSI)
Controlled pressure range ensures sufficient impact energy to clean and texture surfaces without damaging thin-walled automotive prototype components.
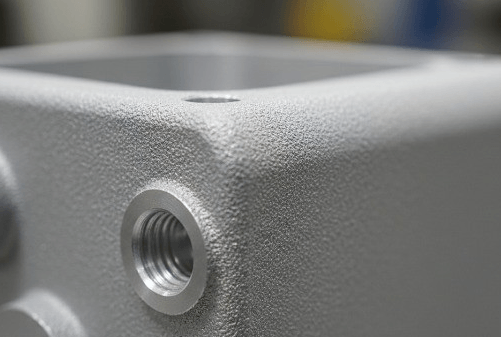
Media Size (80–150 mesh glass beads)
Selected bead size determines surface texture consistency, balancing effective cleaning with controlled roughness for coating preparation.
Nozzle Distance (100–200 mm)
Maintained standoff distance ensures even media distribution, preventing localized over-blasting and ensuring uniform automotive prototype surface finishes.




Fill out the form below and our team will get back to you promptly with a personalized quote tailored to your needs.