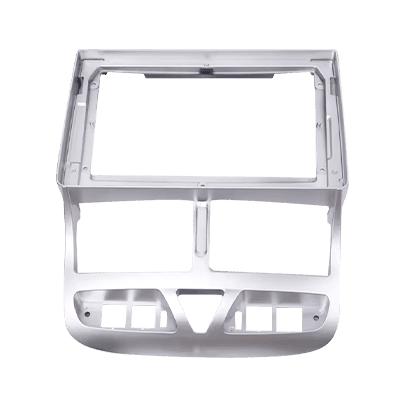
Precise headlamp housing prototypes with high-grade materials and thermal resistance, mounting accuracy, quality finishes, and rapid lead times.

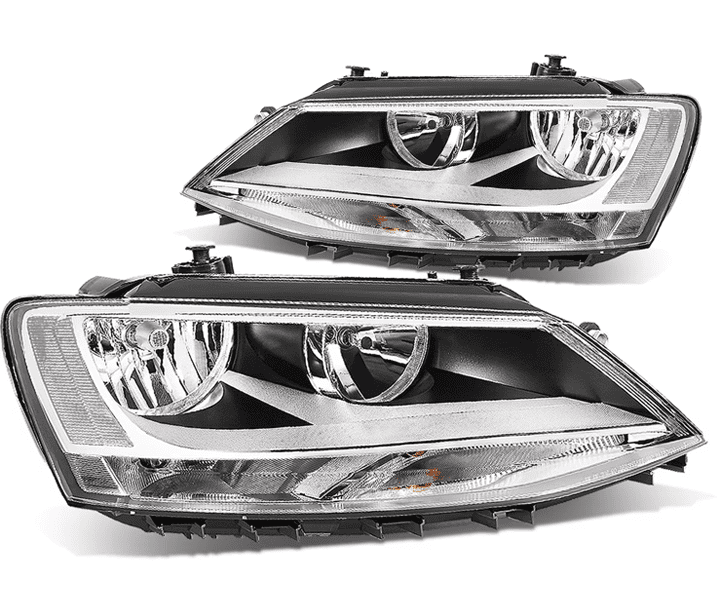
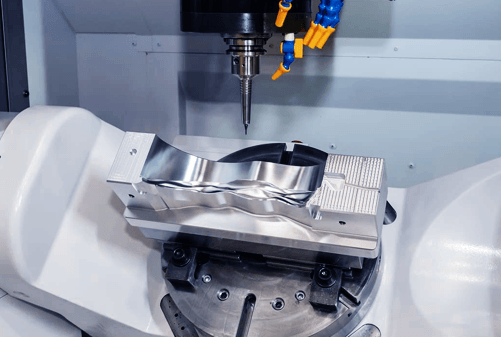
We produce headlamp housing prototypes through high-precision CNC machining, SLA printing, and vacuum casting, delivering optically smooth inner surfaces and accurate and heat-resistant finishes that match production lighting assembly standards.
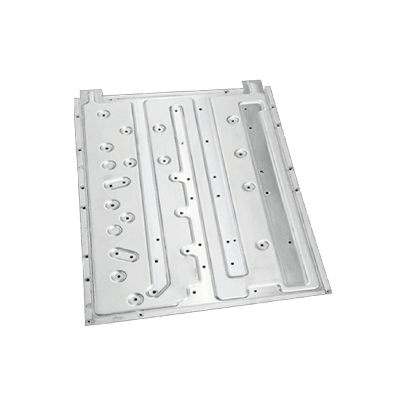
From concept validation units to small pre-production batches, our headlamp housing prototypes are available in PC, PMMA, ABS, and heat-stabilized resins, backed by full dimensional inspection and optical surface quality verification.
Critical dimensional, optical, thermal, and process parameters that engineers require when specifying headlamp housing prototypes for automotive lighting development programs.
| Parameters | Details |
|---|---|
| Max Part Dimensions | 800 × 500 × 400 mm (CNC machining); 700 × 450 × 350 mm (vacuum casting) |
| Dimensional Tolerance | ±0.05 mm (CNC); ±0.15 mm (vacuum cast) |
| Available Materials | PC, PMMA, ABS, heat-stabilized PC-ABS, glass-filled PA6, transparent resin |
| Reflector Surface Finish | Ra 0.2–0.8 µm |
| Machining Axes | 3-axis and full 5-axis CNC; simultaneous 5-axis |
| Wall Thickness Range | 1.8 mm minimum |
| Prototype Lead Time | 3–7 business days |








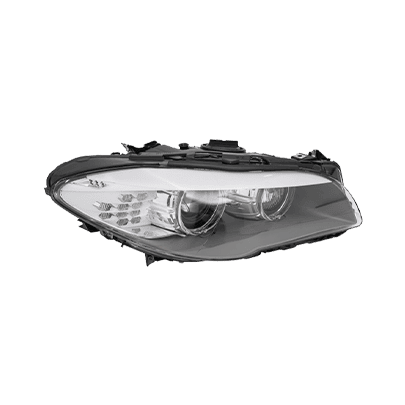















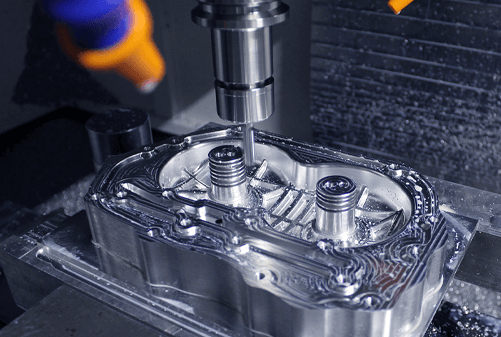
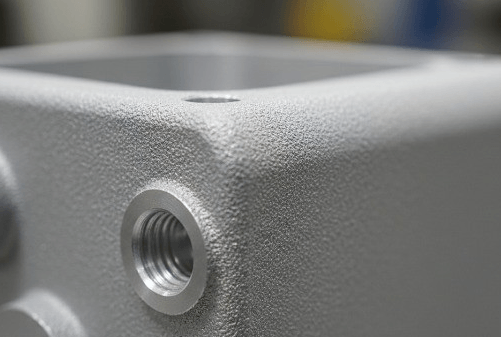
Headlamp housing reflectors are machined and polished to optical-grade standards.

Heat-stabilized materials ensure headlamp housing withstand thermal validation.

Headlamp housing prototypes carefully packaged and delivered worldwide.


Fill out the form below and our team will get back to you promptly with a personalized quote tailored to your needs.