Accurate roof rail prototype with tight tolerances, mounting precision, and high-quality surface treatment, and rapid turnaround for your automotive needs.


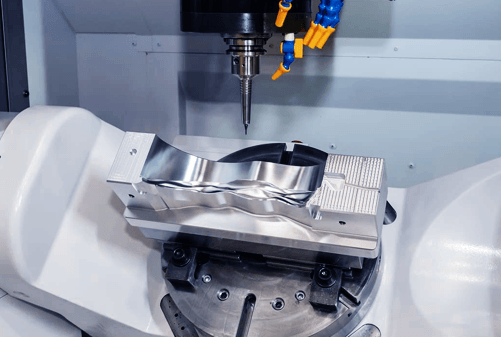
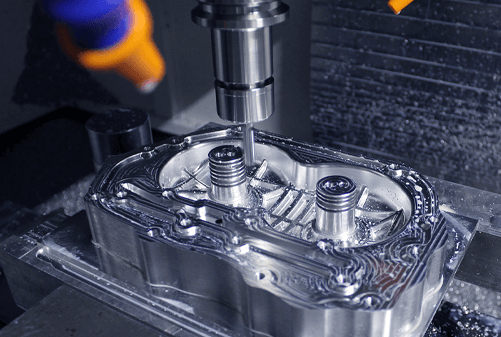
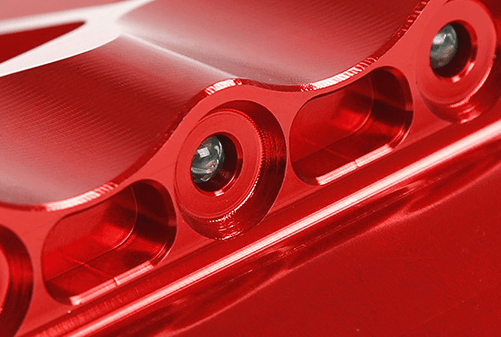
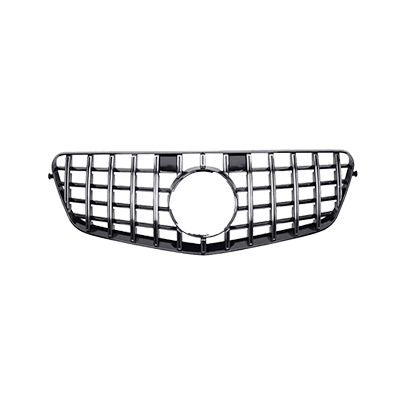
Our roof rail prototype manufacturing utilizes CNC milling, extrusion simulation, and anodizing processes to deliver accurate cross-sections, consistent wall thicknesses, and corrosion-resistant finishes that mirror series production standards.
Whether you need single fitment samples or small pre-production batches, we manufacture roof rail prototypes in aluminum alloys, ABS, and reinforced composites, supported by full dimensional inspection and vehicle mounting verification.
Essential dimensional, material, and process parameters for evaluating roof rail prototype manufacturing across automotive development and validation programs.
| Parameters | Details |
|---|---|
| Max Rail Length | 2,200 mm (CNC machining); 1,800 mm (vacuum cast aluminum simulation) |
| Dimensional Tolerance | ±0.08 mm (CNC milled) |
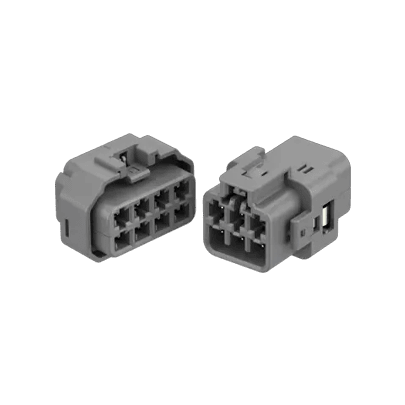
| Available Materials | 6061-T6 aluminum, 7075 aluminum, ABS, PC-ABS, glass-filled nylon (PA6-GF) |
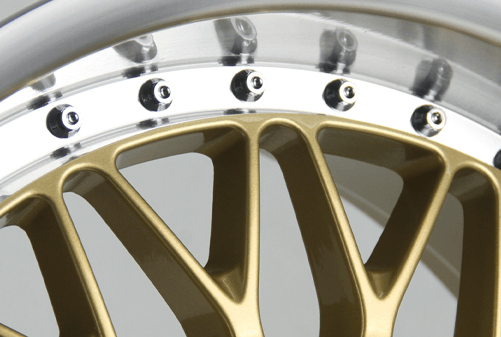
| Surface Finish | Ra 0.8–3.2 µm |
| Machining Axes | 3-axis and 5-axis CNC |
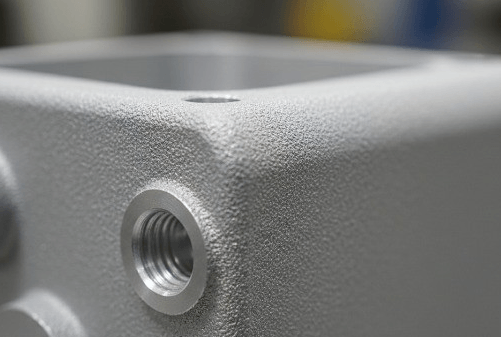
| Wall Thickness Range | 1.5 mm minimum (aluminum CNC); 2.0 mm minimum (plastic prototype variants) |
| Prototype Lead Time | 3–7 business days |























Every roof rail prototype is manufactured and inspected against automotive-grade dimensions.

Roof rail mounting interfaces and profile cross-sections held within ±0.08 mm consistently.

Design revisions updated roof rail prototypes delivered within four business days.


Fill out the form below and our team will get back to you promptly with a personalized quote tailored to your needs.